Установка металлических дверей бизнес план

Чтобы дом был действительно крепостью, вход в него должны преграждать надежные металлические двери – защита от непрошеных гостей, холодных ветров и уличного шума. Входные двери из прочной стали – стандартное требование, которое предъявляет сегодня каждый обыватель к собственному жилищу.

Несмотря на то, что конкуренция на рынке входных дверей достаточно высока, здесь ещё можно найти нишу: в последнее время вырос спрос не только на качество и надежность дверных полотен, а и эффектный внешний вид (особенно в элитных новостройках, хорошо охраняемых подъездах и коттеджных поселках). Поэтому, продумав интересный, стильный дизайн и ассортиментный ряд из нескольких моделей, можно войти в среднюю ценовую нишу наравне с брендовыми производителями.
Впрочем, как показывает практика, решающим фактором при покупке у 80% потребителей остается цена. Поэтому даже «гаражное производство» — с помощью ручного инструмента и механических станков вполне способно принести прибыль в кратчайшие сроки, что позволит шагнуть на следующую ступень развития бизнеса.
Для начала производства рекомендуется ознакомиться с основными ГОСТами:
- ГОСТ 31173-2003 — Блоки стальные дверные. Технические условия;
- ГОСТ 23118-99 Конструкции стальные строительные;
- ГОСТ 5089-97 — Замки и защелки для дверей. Технические условия.
Оборудование для производства стальных дверей
1. Автоматические линии
Применяются на крупных заводах с высокой производительностью от 200 дверей/день и больше. Технологический процесс полностью автоматизирован, на изготовление одного дверного полотна уходит около 2 минут. Высокоточная техника обеспечивает одинаковую геометрию изделия, формирование профилей, сверление отверстий под фурнитуру и соединительные крепежи, окраску дверного полотна и заполнение внутренних пустот – все происходит автоматически, при минимальном вмешательстве ручного труда.
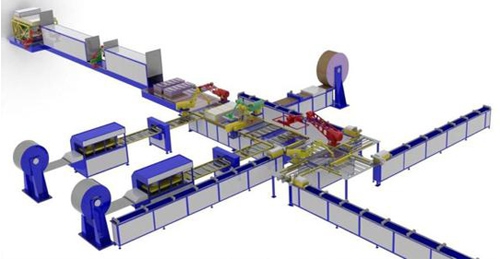
Автоматизирована также сварка изделия, благодаря применению специальных сварочных роботов. Прочные соединения сварочного шва не требуют дополнительных зачисток и шлифовки вручную.
 Плюсы: автоматизированные линии позволяют производить 500-600 готовых изделий в день с минимальным риском получения брака.
Плюсы: автоматизированные линии позволяют производить 500-600 готовых изделий в день с минимальным риском получения брака.
Минусы: высокая цена и стоимость техобслуживания (линии изготавливаются на заказ, стоимость стартует от 6 млн.руб). Для полноценной работы такого оборудования требуется большая производственная площадь (от 1500 м2), где кроме самого цеха, необходимо предусмотреть значительные площади для хранения сырья и готовой продукции.
2. Линии-полуавтоматы (с применением ручного труда)
Набор оборудования и станков для открытия частично автоматизированного производства:
- Полуавтоматическая гильотина или станок для резки метала (плазменный — рис. 4, лазерный) – от 120 000 руб;
- Листогибочный пресс – 70 000 руб;
- Сварочные машины (включают точечную сварку, дверных полотен, сварку клещами, финальную сварку в среде углекислого газа) – от 100 000 руб. Можно заменить обычными сварочными аппаратами;
- Оборудование для окраски (окрасочный пистолет, компрессор).

Рис. 4 (Плазма)
С помощью такого оборудования можно производить 15-20 дверей в день. Требуемая площадь помещения – не менее 250 м2.
Плюсы: вполне подъемная для среднего бизнеса стоимость – цена на линию-полуавтомат полностью зависит от комплектации (от 400 000 руб). Но некоторые станки можно заменять более простым оборудованием, что значительно снизит стартовый капитал, но увеличит количество ручного труда и, соответственно, расходы на зарплату рабочим.
Минусы: «человеческий фактор» — чем меньше автоматизации, тем выше количество брака. Кроме того, потребуются мастера высокой квалификации, обученные работе и на станках, и вручную, чтобы обеспечить правильность выполнения технологии производства на всех его этапах.
3. Ручной труд и механические станки
Минимальный набор оборудования:
- болгарка;
- механическая гильотина для резки металла (рис. 5);
- фрезерный станок;
- токарный станок;
- вспомогательный ручной инструмент.

Рис. 5
Плюсы: минимальные затраты на покупку оборудования (от 60 000 руб) и аренду помещения (60-80 м2).
Минусы: 2-3 двери в день – это максимальная производительность для такого оборудования. Подобное мини-производство может быть ориентировано только на низкий ценовой сегмент. Чтобы избежать большого количества брака, необходимы специалисты, умеющие работать по металлу.
Цех для изготовления металлических дверей

Все основные процессы технологии изготовления стальных дверей должны осуществляться в отдельных помещениях. Поэтому производственная площадь должна предусматривать:
- цех приемки и подготовки металла;
- цех обработки стальных листов и проката профилей;
- сборочно-сварочный цех;
- покрасочный цех;
- декоративно-отделочный (а если отделка изготавливается непосредственно на предприятии, а не закупается в готовом виде – то и отдельное помещение для технологической линии по ее производству) (рис. 7);
- сборочно-контрольный цех;
- склад готовой продукции.

Из особых требований – наличие системы противопожарной безопасности, отделка негорючими материалами стен и полов, хорошая вентиляция.
Технологический процесс производства металлических дверей
Технология изготовления стальной двери включает определенную последовательность действий, прописанных в специальном документе (технологической или маршрутной карте), с указанием:
- требований к качеству материалов;
- правил их транспортировки, хранения и приемки;
- последовательного процесса преобразования исходного сырья в стальной дверной блок, его покраску и сборку;
- комплекса технических требований к каждому процессу;
- методов контроля и проверки качества;
- способа транспортировки, хранения готовой продукции и других технических условий (ТУ производства), которые составляются в соответствии с требованиями ГОСТ 31173-2003.
Основные этапы технологического процесса производства стальных дверей
1. Подготовка металла
Прежде чем отправиться на производство, металл сортируется. Проверяется маркировка, наличие деформаций после проката или транспортировки, удаляется коррозия и окалины. На складе сырья и материалов металлопрокат хранится уложенный в штабеля или на устойчивых стеллажах (высотой не менее 2,5 м).
2. Разметка и резка заготовок
Изготовление дверей начинается с раскроя листового металла по нанесенным с помощью кернеров ичертилок шаблонах. Для резки металлопроката используют:
- механическое оборудование (гильотинные ножницы, прессы, пилы);
- кислородный способ (раскрой на стационарных станках с газовой резкой или ручными резаками);
- лазерную, плазменную резку.
3. Обработка деталей-заготовок
Профиль для дверного короба изготавливается на гибочном оборудовании, где под давлением пресса металлической пластине придается изогнутая под необходимым углом форма.

Это может быть как стандартная прямоугольная конструкция, так и арочная модель. Во втором случае, дугообразный профиль верхней части двери пропускают через прокатный станок для придания нужной формы. После проката профиль нарезают на нужные части.
Заготовки опиливаются – для устранения неровностей и заусенец снимается верхний слой металла в местах резки. Выполняется опилка вручную, с помощью напильников или на специальных опилочных машинах. После обработки заготовки отправляются на штамповый станок, где производится пробивка отверстий различного диаметра под замки и фурнитуру в соответствии с подготовленными картами. 
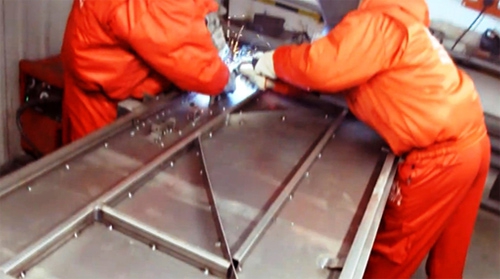
4.Сборка и сварка
Сборка дверного полотна осуществляется при помощи контактной сварки, которая исключает деформацию полотен и обеспечивает отсутствие сварочных швов. Листы привариваются к каркасу, с передней стороны оставляется 15-20 мм отступа, который будет выполнять функцию притвора. При изготовлении металлических дверей используется многошовный тип сварки. Плотность конструкции полотна достигается за счет установки специальных ребер жесткости.
Дверные замки устанавливаются одновременно с ребрами жесткости, в местах, укрепленных металлическими пластинами (так называемые «технологические карманы»). Между полотнами двери качестве уплотнителя и шумоизолятора применяется негорючая базальтовая плита (альтернативные варианты: дерево, минеральная вата, стекловата, пенополиуретан, полипропилен).

К собранной двери вручную привариваются петли, с соблюдением необходимых зазоров между полотном и дверной коробкой. Сборка осуществляется по нескольким видам (по разметке, в кондукторах, по копирам) и контролируется на каждом этапе на соответствие геометрии, чтобы при необходимости исправить дефект.
5. Обработка лакокрасочными материалами
После сборки заготовка двери отправляется на окраску. Краска наносится на очищенную, отшлифованную и обезжиренную поверхность одним из следующих способов:
- струйным обливом;
- пневматическим распылением (рис. 13);
- распылением в электростатическом поле.

Рис. 13
Используется нитро, порошковая, графитовая, молотковая краска различных цветов – такое покрытие формирует хорошую защиту, предохраняющую дверь от коррозии и легких механических повреждений. После сушки производится контроль толщины нанесенного слоя и отсутствие визуальных дефектов – пузырьков воздуха, неокрашенных участков, трещин, разводов.
6. Обшивка декоративными элементами
Для придания высокой износостойкости и оригинального декоративного эффекта, на поверхность заготовки можно наносить дополнительное защитное покрытие – формованные или ламинированные отделочные панели, которые изготавливаются на предприятии методом раскроя (автоматического или полуавтоматического) по готовым шаблонам или закупаются в виде заготовок.
Виды обшивок:
- кожа, дерматин, винилискожа;
- деревянная вагонка;
- ЛДСП;
- МДФ;
- натуральное дерево;
- термопленка однотонная или с имитацией дерева различных пород;
- элементы ковки;
- шпон.
7. Установка замков, фурнитуры, контроль качества готового изделия
Врезание фурнитуры и проверка замков производится вручную. Чтобы избежать характерного стука металла об металл при закрытии двери, для усиления тепло- и шумоизоляции на дверное полотно наклеивают специальный амортизирующий материал – резиновый уплотнитель из каучука или силикона.

Для контроля качества сборки и плотности прилегания дверного полотна к коробке готовое изделие устанавливают на контрольный стенд. При соблюдении всех требований, дверь упаковывается и отправляется на склад готовой продукции.
Сырье для изготовления стальных дверей
Существует две технологии изготовления стальных дверей:
- трубно-угольная, с использованием катаных труб, скрепленных методом электродуговой сварки;
- профилегибочная – с применением гнутых прокатанных профилей.
Сегодня в производстве наиболее успешно применяется вторая технология, где сырьем для изготовления дверей являются готовые листы металлопроката. Многие полагают, что чем толще стальной лист в металлической двери, тем лучше. А это не совсем верно. Слишком тяжелые двери могут привести к массе проблем, например, сложность в открытии/закрытии из-за большого веса, быстрый износ петель из-за высокой нагрузки. Поэтому 2 мм – верхняя «планка» для стандартных квартирных дверей. Каждый дополнительный миллиметр добавляет порядка 8 кг веса.
Необходимая фурнитура:
- замки;
- петли;
- задвижки/защелки;
- ручки;
- дополнительная (доводчики, глазки, фиксаторы, блокирующие устройства).
Бизнес план производства металлических дверей
1. Планируется открытие мини-завода по изготовлению входных дверей из стали. Целевая группа потребителей – строительные организации и частные домохозяйства.
2. Для юридического оформления бизнеса создано ООО на общей системе налогообложения с указанием следующих видов ОКВЭД:
- 28.75.21 «Производство бронированных или армированных сейфов, несгораемых шкафов и дверей»;
- 45.25.4 «Монтаж металлических строительных конструкций».
Для производства металлических дверей и оказания услуг по их установке необходимо оформить лицензию, согласно СНиП 11-23-81. Стоимость оформления пакетов документов и получение лицензии – около 35 000 руб.
3. Производственный цех планируется разместить на 100 м2 нежилого арендованного помещения. Стоимость аренды – 15 000 руб/мес.
4. Затраты на покупку оборудования – 125 000 руб:
- гильотинные кривошипные ножницы НК3418А;
- листогибочный механизм МГЛ-2500;
- сверлильный станок 2116К;
- станок абразивно-отрезной;
- сварочный аппарат ТДМ-403;
- краскопульт;
- болгарка;
- дополнительное оборудование (ручной инструмент, стеллажи, выставочный стенд).
5. Расчет себестоимости 1 изделия – металлической двери размером 2180 * 1040 мм.
- листовая сталь 2мм – 0,098 т * 31 600 руб = 3096,80 руб;
- утеплитель (минвата) – 0,2 м3 * 1475 руб = 295 руб.
- электроды – 4 кг * 43 руб = 172 руб;
- замок врезной – 820 руб;
- петли, ручка, глазок – 550 руб;
- круги отрезные, шлифовочные – 420 руб;
- грунтовка – 4 л * 87 руб = 348 руб;
- растворитель – 2л * 210 руб = 420 руб;
- краска – 2 кг * 460 руб = 960 руб.
Итого: 7081,80 руб
6. Доход от реализации
Планируется изготовление и установка 3 дверей в день при 21-дневном рабочем дне. Продажная цена изделия установлена методом проведения сравнительного анализа цен на рынке и равна 12500 руб. Стоимость установки – 1200 руб.
Прогнозируемая выручка в месяц: 63 штуки * 13700 руб = 863 100 руб/мес.
Материальные затраты – 63 штуки * 7081,8 руб = 446 153,4 руб/мес.
7. Прочие затраты ведения хозяйственной деятельности:
- аренда – 15 000 руб;
- электроэнергия – 1200 руб;
- амортизация основных средств – 5750 руб;
- реклама – 15000 руб;
- зарплата персонала (директор, 5 рабочих и менеджер по продаже) – 65000 руб;
- налоги на зарплату –24 375 руб;
- налог на прибыль – 58 124,32 руб.
Итого: 184 449,32 руб/мес.
8. Финансовые результаты
Чистая прибыль: 863 100 руб — 446 153,4 руб — 184 449,32 руб = 232 497,28 руб/мес.
Первоначальные капиталовложения (оборудование + лицензия + материальные затраты на 1 месяц работы + прочие затраты) окупятся за 4 месяца работы.
Источник
1. Краткий инвестиционный меморандум
В данном бизнес-плане мы рассмотрим рынок производства межкомнатных и входных дверей.
Спрос на двери не подвержен сезонным колебаниям и обусловлен тем, что с каждым годом объём жилого фонда увеличивается: жители городов покупают новые жилые и коммерческие помещения и обновляют старые. По данным Федеральной службы государственной статистики РФ, с 2016 по 2018 годы общее количество квартир выросло с 65 до 67 миллионов, а средняя площадь — с 55 м² до 55,7 м². Дополнительным направлением развития станет рынок государственных закупок.
На рынке производства и продажи дверей работают небольшие производители и крупные заводы, которые продают по всей стране. При этом, цены варьируются от недорогих дверей до элитных, созданных под дизайн-проект.
Покупатели различаются по уровню достатка. Мы будем рассматривать производство, ориентированное на средний уровень заработка и выше.
Сумма первоначальных инвестиций — 4 700 000 рублей.
Точка безубыточности — на 3 месяц.
Срок окупаемости — 17 месяцев.
Средняя ежемесячная прибыль — 340 000 рублей.
Франшизы
Франшизы в сфере производства прочие на нашем сайте


Первый Цех
Рекламные мастерские
450 000 — 750 000 ₽


НЦИ
Производство дезинфецирующей продукции и рециркуляторов
1 500 000 — 3 000 000 ₽
Купить франшизу производства
2. Описание бизнеса, продукта или услуги
Перед запуском производства определитесь с направлением и ассортиментом продукции.
Виды дверей: входные, межкомнатные, гостиные, коридорные, лестничные, кухонные, балконные, чердачные.
Материал изготовления: деревянные, алюминиевые, стальные, стеклянные, шпонированные, ламинированные, кашированные, мезонитовые, пластиковые, комбинированные.
Назначение: для жилых помещений, общественных помещений, специальные двери.
Способ открывания: раздвижные, распашные, складывающиеся.
Для разных видов и материалов дверей требуются разные технологии производства, оборудование и квалификация сотрудников.
Мы рассмотрим производство:
- Распашных внутриквартирных дверей из дерева и МДФ;
- Входных дверей из стали для жилых и общественных помещений.
Для запуска потребуется: производственное помещение (от 250 м²), склад (100 м²) и офис (30 м²). При выборе помещения убедитесь, что к зданию можно легко подъехать, а внутри можно разместить оборудование и удобно работать. Кроме этого, производство должно находиться недалеко от потребителей.
Продукция будет ориентирована на граждан 25-70 лет со средним и выше достатком:
- Жители, которым ищут двери в квартиру или в дом;
- Отделочники и дизайнеры, которые ищут двери для клиентов;
- Строительные компании, которым нужен поставщик на продолжительный срок. Подобное сотрудничество подразумевает большие объёмы со снижением цены.
- Бюджетные учреждения.
Изучите рынок продукции, чтобы продумать эффективную маркетинговую стратегию.
Чтобы найти первых клиентов и рассказать о бренде, необходимо:
- Запустить рекламную компанию в интернете, радио и телевидению.
- Предоставить покупателям возможность заказать индивидуальный проект.
- Создать каталог товаров в электронном и бумажном виде.
- Начать поиск и установление контактов с представителями строительных компаний, бригадами отделочников и дизайнерами.
- Начать работу на портале государственных закупок.
- Нанять менеджеров по продажам.
План производства дверей состоит из 8 этапов:
- Зарегистрировать ООО с упрощенной системой налогообложения «Доходы» и кодом ОКВЭД: 16.29 и 25.12.
- Найти подходящее помещение, заключить договор аренды или субаренды, сделать ремонт.
- Получить разрешения и сертификаты в пожарной инспекции и СЭС.
- Найти поставщиков и заключить договоры на поставку сырья и комплектующих. Это позволит создать финансовую модель и определит будущие вложения.
- Закупить оборудование, создать технологические карты и должностные инструкции.
- Нанять и обучить сотрудников.
- Подключить кассовое оборудование, установить программы бухгалтерского и складского учёта.
- Запустить рекламную компанию и сайт.
6. Организационная структура
Общая численность сотрудников составит 16 человек.
За деятельность организации будет отвечать директор.
Производство: 2 разнорабочих, 3 оператора и технический директор.
Склад: заведующий складом и 2 грузчика.
Офис: бухгалтер, менеджер по закупкам, 2 менеджера по продажам и маркетолог, водитель.
Полный расчет ФОТ на 24 месяца с учетом премиальной части и страховых взносов представлен в финансовой модели.
| Инвестиции на открытие | |
| Регистрация, включая получение всех разрешений | 50 000 |
| Дизайн-проект помещения | 10 000 |
| Ремонт | 700 000 |
| Вывеска | 5 000 |
| Рекламные материалы | 40 000 |
| Аренда на время ремонта | 320 000 |
| Закупка оборудования | 3 539 000 |
| Прочее | 30 000 |
| Итого | 4 694 000 |
| Ежемесячные затраты | |
| ФОТ (включая отчисления) | 686 018 |
| Аренда | 160 000 |
| Амортизация | 88 889 |
| Коммунальные услуги | 35 000 |
| Реклама | 45 000 |
| ГСМ | 35 000 |
| Закупка товара | 816 967 |
| Непредвиденные расходы | 70 000 |
| Итого | 1 936 874 |
План продаж на 24 месяца с учетом сезонности, прогноз эффективности инвестиций и расчет экономических показателей бизнеса представлен в финансовой модели.
- Неправильный выбор продукции для производства. Маркетинговое исследование перед началом производства помогут избежать риска.
- Некачественные сырьё и материалы могут вывести оборудование из строя, нарушить технологический процесс и повлиять на конечные изделия. Чтобы снизить риск нужно разработать процесс выбора поставщиков и карту проверки поставляемого материала и комплектующих.
- Кассовый разрыв. Грамотное финансовое планирование и откладывание части выручки на амортизацию и непредвиденные расходы позволят снизить риск.
- Безответственность персонала. Постоянное обучение и конкурентоспособная зарплата позволят избежать текучки кадров и повысят уровень квалификации персонала.
- Неисправность помещения. При выборе помещения обратите внимание на степень износа коммуникаций, сроки обслуживания здания и зафиксируйте в договоре аренды обязанность арендодателя поддерживать помещение в исправном состоянии.
Скачать финансовую модель
Финансовая модель производства дверей
Источник