Производство имитации бруса бизнес план

Строительные и отделочные материалы — популярный и востребованный товар. Деревянная вагонка применяется для внутренней и наружной отделки загородных домов, бань и саун, используется для обустройства технических помещений и гаражей.
Вагонка — тонкие струганные доски, толщиной не более 22 мм, применяемые для обшивки поверхностей.
С чего начать
Для создания прибыльного бизнеса важно изучить строительный рынок в регионе, насколько высок спрос на деревянную облицовку. Для предварительного просчета себестоимости товара нужно знать действующие цены на рынке.
При составлении бизнес-плана необходимо проанализировать количество деревообрабатывающих цехов в районе. Если их достаточно много, то еще одно предприятие не сможет обеспечить себя работой. Стоимость сырья в данной области должна быть невысокой, чтобы обеспечить конкурентоспособные цены.
Основным сырьем для вагонки станет доска, качество которой регулируется ГОСТом. Для производства используется древесина разных пород (сосна, лиственница, липа, ольха и другие).
Цех
Для деревообрабатывающего цеха подойдет отдельное помещение. Лучше, если цех будет удален от жилых районов, поскольку распил дерева создает много шума и пыли. К этой отрасли применяются жесткие требования Санитарной службы, и их придется соблюдать. Основные нормативы и правила работы указаны в СанПин 2.2.3.1385-03. Также должны соблюдаться противопожарные требования.
Второй важный вопрос — электропроводка в помещении. Станки для распила обладают высокой мощностью и создают большую нагрузку на провода. Дерево очень горючий материал, поэтому не стоит экономить на проводке и электропитании, их состояние должно быть идеальным.
Помимо станков в цеху должна разместиться сушильная камера. И отдельный склад готовой продукции.

Виды вагонки
Деревянная вагонка изготавливается со следующими видами профиля:
- Профиль « Стандарт» является базовым, по сечению напоминает трапецию. На поверхности обшитой стены нет зазоров и щелей, но видны небольшие углубления в местах стыков деталей, которые образуются из-за скошенных углов планок. Вызывает много нареканий из-за деформации после сборки.
- «Европрофиль или евровагонку» изготавливают по западноевропейскому стандарту DIN 68126/86. К этому виду профиля регламентируют строгие требования к влажности древесины. Панели оснащены вентиляционными отверстиями. Несмотря на более высокую цену, по сравнению со стандартной облицовкой, широко используется для отделки.
Евровагонку выпускают следующих видов:
- профиль «Штиль» обладает более закругленными деталями и за счет этого переход на стыках вагонки выглядит более плавно. Профиль делают утолщенным до 25 мм. Используют для обшивки фасадов зданий, когда нужно создать имитацию бруса;
- «Блокхаус» имеет полностью закругленную лицевую часть. Благодаря этому после монтажа стена выглядит как собранная из бревен;
- «Ландхаус» один из самых дорогих видов профиля. Выполняется с рисунком или эффектом тиснения на лицевой стороне;
- Профиль « Softline» характеризуется отсутствием углов, подходит для саун;
- «Американка» отличается скошенным профилем деталей. Создается имитация сайдинга из натурального дерева.
Вся вагонка изготавливается из одной партии, проходит через один и тот же станок. Полностью готовые доски сортируются в зависимости от наличия на них сучков, трещин и других дефектов.
Классы (сорта) вагонки:
- экстра — идеально гладкая и ровная поверхность;
- «А» или 1 сорт — допустима небольшая шероховатость поверхности. Есть по 1 сучку на 1 погонный метр. Могут быть небольшие трещины и смоляные карманы;
- «В» или 2 сорт — много сучков, из них 2 могут выпадать. Допустимо наличие трещин и нескольких червоточин. Этот сорт подходит для окрашивания;
- «С» или 3 сорт — древесина низкого качества, подходит для черновых работ и обшивки технических помещений.
Сырье
Один из важных моментов в работе деревообрабатывающего цеха — это контроль при приемке сырья. Чтобы поставлять на рынок качественные изделия, важно найти проверенного поставщика материалов. Чем тщательнее контроль за качеством сырья, тем выше сорт и цена готовой вагонки.
Вагонка производится практически из всех видов древесины. В зависимости от породы дерева разделяют следующие разновидности:
- хвойные (сосна, ель, лиственница, кедр);
- лиственные (липа, ольха, бук и другие).
Хвойные породы характерны наличием эфирных масел и смол, поэтому используются чаще для внешней отделки.
Лиственные породы преимущественно применяются для внутренней отделки, включая бани и сауны. Такие материалы отличаются меньшей долговечностью, зато обладают низкой теплопроводностью, что позволяет использовать их в сильно прогревающихся помещениях.
Этапы изготовления
Этап изготовления включает в себя:
- Изготовление обрезных досок из исходного материала;
- Просушку досок в сушильной камере. Это важный этап, он напрямую связан с качеством производимой продукции. Допустимая влажность древесины 12-15%.
- Сортировку древесины. Пиломатериал сортируется в соответствии с качеством. Для производства используется древесина не ниже второго сорта.
- Производство вагонки. При помощи четырехстороннего строгального станка с различными фрезами и ножами за один раз обрабатывается четыре плоскости. Среднее время производства профиля составляет две минуты.
- Контроль качества и хранения. На этом этапе процесс производства вагонки завершен. Для хранения готовой продукции требуется сухое проветриваемое помещение.
Необходимое оборудование
Для начала работы необходимо следующее оборудование:
- ленточная пилорама (производит распил древесины);
- сушильная камера (производит сушку распиленных досок);
- четырехсторонний станок (для непосредственного изготовления вагонки).
Наличие пилорамы позволяет разрезать поступившие бревна на отдельные доски. Стоимость примерно 170 тысяч рублей.

Камера для сушки чаще всего производится и собирается под заказ по необходимым размерам. Для производства вагонки требуется, чтобы влажность древесины не превышала 12-15%. Средняя стоимость сушильной камеры около 400 тысяч рублей.
Станок для производства вагонки. Все станки проектируются под материалы нормативной влажности. На рынке представлены станки с разнообразными характеристиками и ценами. Зачастую российские станки предлагаются по более доступным ценам. В качестве примера можно привести российский станок «Старт-160». При достаточной производительности и хороших технических характеристиках цена составляет около 350 тысяч рублей.
Сбыт готовой продукции
Производство вагонки достаточно распространенный бизнес и для привлечения покупателей придется приложить немало сил. Рекомендуется еще на начальном этапе работы уделить время рекламе. Подойдут объявления, листовки в строительных магазинах, наружная реклама и сайт в интернете.
Покупателями могут выступать частные клиенты, строительные магазины и фирмы. Отдельно стоит обратить внимание на компании, профессионально занимающиеся строительством саун и бань, и фирмы, оказывающие услуги по загородному строительству и отделке частных домов.
Финансовые расчеты
Открытие цеха по производству вагонки потребует финансовых затрат. В сумму начальных расходов войдут: приобретение станков, аренда помещения для цеха, закупка месячного запаса сырья, рекламная компания.
Начальные инвестиции:
№ | Наименование | Стоимость/руб. |
1 | Ленточная пилорама | 170 000,00 |
2 | Сушильная камера | 400 000,00 |
3 | Четырехсторонний станок | 350 000,00 |
4 | Месячный запас древесины | 300 000,00 |
5 | Прочие затраты (аренда помещения, ремонт, регистрация и т.д) | 300 000,00 |
Итого: | 1 520 000,00 |
Сумма начальных инвестиций составит 1,52 млн. рублей.
Помимо этого существуют ежемесячные расходы: аренда помещения, закупка сырья, заработная плата персонала, налоги, коммунальные платежи и расходы на рекламу.
Производительность станка планируют по средней скорости подачи материала. Для станка «Старт-160» она составляет 10 метров в минуту. При односменной 8-часовой работе 260 дней в году валовый объем продукции составит 130 тысяч квадратных метров. В денежном выражении, при средней цене 150 рублей за 1 квадратный метр, валовый доход составит почти 20 млн. рублей, чистая прибыль порядка 4 млн. рублей. При стабильной загрузке предприятия срок окупаемости составит 10 месяцев.
В качестве экономии на начальном этапе работы можно отказаться от приобретения пилорамы и закупать необработанные доски. Уменьшатся затраты на оборудование, но возрастет стоимость древесины. В денежном выражении разница составит небольшую сумму, но при этом уменьшится время производства профиля. При стабильном рынке сбыта процесс окупаемости может сократиться на несколько месяцев.
Цех по производству вагонки является прибыльным и быстро окупаемым бизнесом. До начала работы нужно учесть уровень цен и конкуренции в регионе. Также важен уровень квалификации персонала и качество выпускаемой продукции. Рекомендуем посмотреть существующих производителей вагонки и произвести конкурентную разведку.
08.02.2020
Открытие цеха по производству искусственного камня
Подготовка документов, поиск помещения и подбор персонала. Ассортимент продукции, сырье и технология производства искусственного камня. Оборудование, реализация товара и рекламная компания.
13.03.2020
Открытие кирпичного завода
Разрешения и лицензии, выбор помещений и наем персонала. Виды кирпича и формирование ассортимента, закупка сырья и оборудования, технология изготовления. Рынок сбыта продукции.
12.03.2020
Мини завод про производству пенопласта
Регистрация предприятия, поиск помещения и сотрудников. Закупка сырья, выбор оборудования и технология изготовления пенопласта. Каналы сбыта готовой продукции.
10.03.2020
Производство строительных материалов
С чего начать дело, какое направление выбрать и как конкурировать с другими. Сертификация строительных материалов, необходимое оборудование и технологии. Советы по реализации продукции и последующего развития бизнеса.
10.03.2020
Цех по изготовлению арболита
Требования к помещению, наем персонала и закупка оборудования. Где брать сырье, технология производства арболитовых блоков и организация сбыта продукции.
07.03.2020
Источник
Клееный брус считается одним из наиболее прочных и технически совершенных стройматериалов из древесины. Изготавливается он методом склеивания просушенных, отсортированных и отшлифованных досок (ламелей) различной длины и сечения.

Качественный брус не содержит пороков и дефектов, которые разрушают структуру древесины, а естественное напряжение дерева в этом материале минимально, благодаря множественному распилу.
Сегодня активно развивается строительство деревянных домов, и спрос на клееный брус, несмотря на его довольно высокую стоимость, неуклонно растет.
Сырье и материалы для производства бруса
Для производства клееного бруса используется древесина хвойных пород (дуб, ясень из-за высокой стоимости сырья – только под заказ). В России бесспорный лидер – сосна, реже используется ель и лиственница. В мировой практике (например, в США и Канаде) применяется древесина кедра, пихты. Наиболее ценным считается сырье из северной древесины – у нее высший класс прочности.
Вид древесных заготовок зависит от длины технологической цепочки. Изначальным материалом для производства клееного бруса может быть:
- пиловочник с последующей окоркой и разрезанием на доску требуемых размеров;
- необрезные доски, которые подготавливаются для дальнейшей обработки на кромкообрезном станке;
- обрезные доски.
Для склеивания ламелей применяют различные виды клея, состав которого зависит от условий эксплуатации будущего бруса:
- полиуретановые – быстроотверждаемые клеи с прозрачным швом;
- меламиновые – прозрачные клеевые составы, применяются при возведении большепролетных конструкций;
- EPI- прозрачные клеевые композиции, широко используются при изготовлении бруса и столярных деталей для малоэтажного строения;
- резорциновые – клеящие составы, оставляющие темный шов. Применяются в производстве бруса, предназначенного для эксплуатации в условиях высокой влажности (судостроение, внешние открытые конструкции зданий, при возведении мостов и т.д.)
Производство клееного бруса не требует лицензирования. По закону, обязательной сертификации подлегает только брус, используемый для конструкций несущих балок.
Продукция должна получить сертификат качества на соответствие стандартам:
- ГОСТ 20850-84 Конструкции деревянные клееные. Общие технические условия
- ГОСТ 19414-90 Древесина клееная массивная. Общие требования
- ГОСТ 15613.4-78 Древесина клееная массивная. Методы определения предела прочности зубчатых клеевых соединений при статическом изгибе
- ГОСТ 25884-83 Конструкции деревянные клееные. Метод определения прочности клеевых соединений при послойном скалывании
- ГОСТ 16588-91 Пилопродукция и деревянные детали. Методы определения влажности
Стеновые, лестничные и прочие строительные элементы – сертифицируются на добровольных началах.
Технологический процесс производства клееного бруса
1. Подготовка сырья
Необрезная доска естественной влажности сортируется, распиливается на заготовки нужной длины и ширины, освобождается от коры, укладывается в штабеля и отправляется на сушку.

По технологии изготовления бруса, высушенная доска для его производства должна быть с влажностью не более 8-12% (±2%) в зависимости от вида клея и количества ламелей в одном изделии. В сушильных камерах подготовленный материал проводит от 7 до 12 дней под постоянным контролем процесса обезвоживания древесины.

2. Удаление дефектов
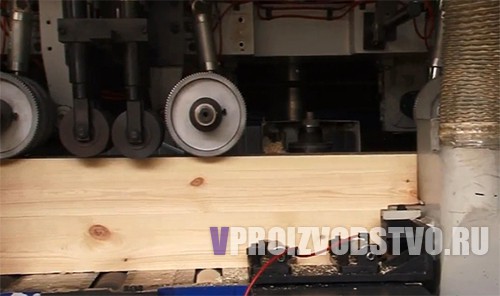
Высушенная доска отправляется в цех, где проходит черновую калибровку на четырехстороннем станке. Снятие верхнего слоя древесины необходимо для визуального открытия пороков, содержащихся в пиломатериале.

Для качественного бруса недопустимо наличие смоляных карманов, остатков обзола, трещин и других дефектов, которые могут повлиять на целостность конструкции. Поэтому у пропиленных материалов маркируется область для вырезки, и доски отправляются на торцовочный станок
Оператор торцовочного станка вырезает отмеченные куски с дефектами. Отбракованный материал утилизируется (обычно, используется как топливо для сушильных камер).
3. Сращивание ламелей по длине
В отсортированных досках, не содержащих дефектов, на шипорезном станке нарезают шиповую спайку.
На клеенаносящем станке (или вручную) на шипы наносят клеевую массу. Система проходного типа у сборочного пресса позволяет сращивать доски, различные по длине. Заготовка с клеем отправляется в узел автоподачи сборочного пресса. Конвейерная лента продвигает заготовки в сборочную зону пресса. На сборочном прессе ламели соединяются поочередно торцовыми частями.

Заготовка фиксируется прижимной планкой и прессуется в продольном направлении с усилием до 150 кг на 1 см2. Качество соединения обеспечивает мощность гидравлического пресса.

Склеенный фрагмент фиксируется, при достижении запрограммированной длины — отрезается торцовочной пилой, и готовая ламель выталкивается на приемный стол.
4. Шлифовка ламелей
Партии сращенных по длине ламелей снова отправляются на четырехсторонний станок, где производится уже чистовая строжка материала. На этом этапе обеспечивается геометрическая точность заготовок и качество прилегания поверхностей.
5. Склеивание ламелей в брус
После четырехстороннего станка заготовки отправляются в клеенаносящую машину, которая обеспечивает равномерность нанесение и непрерывную подачу клея на одну из широких сторон ламели.

После чего древесина собирается в «пакет» (заготовки для бруса требуемого сечения) и поступает на вертикальный пресс, где выдерживаются под давлением от 15 кг/м2 не менее 30 минут – время, необходимое для кристаллизации клея.

6. Профилирование бруса
После пресса, брус отправляется на «отлеживание». На протяжении 72 ч клей окончательно отвердевает и заготовка поступает на дальнейшую обработку: строгается, профилируется в зависимости от вида бруса, покрывается защитными составами, предохраняющими древесину от деформации и биологического воздействия.

7. Изготовление деталей и вырезка пазов
В зависимости от типа будущей конструкции, из профилированных заготовок вырезаются детали соединения. На чашкозарезном станке изготавливаются соединительные узлы, угловые соединения, просверливаются технологические отверстия.

8. Завершающие процессы
Готовый брус заново покрывается защитным составом, проходит ОТК и упаковывается для отгрузки или отправляется на склад хранения.

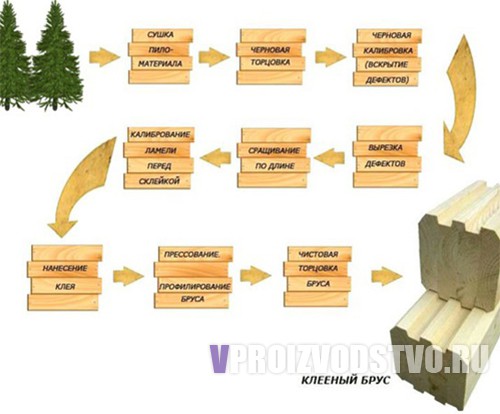
Схематически, технологический процесс производства клееного бруса можно представить так.
Коротко о требованиях к производственному помещению

- площадь – не менее 1000 м2, на которой помимо производственных цехов предусмотрено помещение для сушилок, хранение сырья, готовой продукции;- круглогодичная температура не ниже 18 С°;
- трехфазная сеть;
- наличие подъездных путей;
- отапливаемость, контроль над уровнем влажности во всех цехах (не выше 65%);
- продуманная система уборки и утилизации древесных отходов (используются как топливо для хозяйственных нужд либо вывозятся на предприятия, изготавливающие ДСП и ДВП);
- оборудованная вентиляция по СНиП 41-01-2003;
- облицовка пола и стен внутри цеха несгораемыми материалами (в идеале – плитка, бетон, кирпич), которые не дают искр и обеспечивают легкую очистку от загрязнений;
- обеспечение пожарной безопасности, согласно СНиП 21-01-97.
Расчетный бизнес план завода по производству клееного бруса
1. Организационная форма и юридические аспекты открытия деревообрабатывающего завода
Для оформления производственной деятельности было решено открыть ООО на общей системе налогообложения.
ОКВЭД:
- 20.20.22 Производство модифицированной древесины
- 20.30.1 Производство деревянных строительных конструкций и столярных изделий
2. Пути сбыта клееного бруса
- Организации, специализирующиеся на строительстве малоэтажных домов.
- Торговые предприятия, занимающиеся реализацией стройматериалов оптом и в розницу.
- Физические лица (население), возводящие жилые дома, коттеджи, дачи и МАФ (бани, беседки и т.д.).
3. Капитальные инвестиции
Для осуществления производственной деятельности было закуплено следующее оборудование:
- сушильная камера – 510 000 руб;
- кромкообрезной станок – 200 000 руб;
- многопильный станок – 900 000 руб;
- четырехсторонний станок – 1 110 000 руб;
- линия-автомат для сращивания ламелей по длине – 2 150 000 руб;
- шипорезный станок – 1 700 000 руб;
- клеенаносящий автомат– 220 000 руб;
- вертикальный гидравлический пресс – 1 900 000 руб;
- вилочный погрузчик – 500 000 руб
- кран-балка – 300 000 руб
- заточное оборудование – 120 000 руб.
Всего: 9 610 000 руб.
4. Затраты на запуск производства
По предварительным расчетам, для организации технологического процесса понадобится 3 месяца, в течение которых производится юридическое оформление бизнеса, подготовка производственного помещения, сборка, монтаж оборудования и обучение персонала, пусконаладочные работы, отработка технологического процесса, сертифицирование продукции.
Расчетные затраты на этот период:
- Зарплата персонала, задействованного в организации производственного процесса, с учетом налогов – 1 100 000 руб;
- Аренда производственного помещения (2000 м2 * 60 руб. * 3 месяца)– 360 000 руб;
- Другие производственные затраты (автотранспорт, оргтехника, командировочные расходы) – 150 000 руб;
- Создание складских запасов сырья (3200 м3 * 1200 руб) – 3 840 000 руб.
Всего: 5 450 000 руб.
5. Норма материальных затрат
Средневзвешенный коэффициент расхода хвойного пиловочника для производства бруса составляет 2,925 м3/1м3.
То есть, для выпуска 300 м3 бруса понадобится 877,50 м3 сырья.
Расход клеевой массы можно рассчитать по формуле: ((КЛ — 1) * чШЗ * чДз * Х * Киз) + (А * КШ * чТЗ * КЛ * Киз * В * чДз * Y), где
КЛ – количество ламелей;
чШЗ – черновая ширина заготовки;
чДЗ – черновая длина заготовки;Х – норма расхода клея в кг/м2 при склеивании на гладкую фугу;
Киз – кол-во изделий на 1м3 бруса;КШ – кол-во шипов на 1 клеевой шов;
чТЗ – черновая толщина заготовки;Y – норма расхода клея для склеивания на минишип.
Для этого расчета необходимо знать количество швов при сращивании на минишип (В) на 1 погонный метр ламели и длину поперечного сечения минишипа (А). В среднем, для 1 м3 бруса уходит 4-6л клея.
6. Расчетный выпуск продукции и прибыль
С 4-го месяца работа завода доводится до проектной мощности, выпуская 300 м3/месяц строительного бруса. Продажная стоимость 1м3 клееного бруса – 11 200 руб
Планируемая прибыль 300 м3 * 11 200 руб = 3 360 000 руб/месяц.
7. Себестоимость изготовления клееного бруса с учетом ежемесячных расходов с 4-го месяца работы завода:
- аренда производственного цеха – 120 000 руб;
- зарплата управленческого персонала и рабочих (всего 22 человека) с учетом налогов – 381 000 руб;
- электроэнергия, газ – 70 000 руб;
- транспортные расходы – 40 000 руб;
- материальные затраты (пиловочник, клей, пропитка) – 1 240 480 руб;
- прочие расходы (командировочные, услуги сторонних организаций, амортизация) – 80 000 руб.
Итого: 1 931 480 руб/месяц.
Себестоимость 1м3 клееного бруса – 1 931 480 руб / 300м3 = 6 438,27 руб.
8. Расчет экономической эффективности и окупаемости производства клееного бруса
Чистая Прибыль: (3 360 000 руб – 1 931 480 руб) * 9 раб.мес. = 12 856 680 руб/год.
Затраты первого года: (1 931 480 руб * 9 рабочих месяцев) + 9 610 000 руб + 5 450 000 руб = 32 443 320 руб.
Рентабельность производства: (12 856 680 руб/год : (1 931 480 руб * 12 месяцев)) * 100% = 54,3%
Окупаемость первоначальных вложений: (9 610 000 руб + 5 450 000 руб) : 1 428 520 руб = 11 месяцев.
Но необходимо учитывать, что производство бруса – бизнес сезонный. Пик продаж приходится на «строительный период» — с мая по октябрь. Поэтому рассчитывать сроки окупаемости следует с учетом сезонности.
Источник